共晶と鉛フリーの半田付け特性
(2013/3/25)
1.鉛フリー半田付けを覚えれば、鉛入り半田付けを覚えなくても大丈夫?
鉛フリー半田を使って手半田付けする場合、鉛入り半田(共晶半田)での作業経験が有る人と無い人では半田付けの仕上がり品質に違いが出ます。
半田ごてを当てる時間感覚や小手先から部品への熱量の加え方、部品ダメージ等、従来の鉛入りでは濡れ広がり率が良い為さほど気にしないで作業できてました。しかし、鉛フリーではこれらの作業管理が上手く出来なければ品質そのものに影響を及ぼします。そのため比較的簡単に半田付け出来る鉛入り半田で実習を経たうえで鉛フリー半田に取り掛かった方が手半田付け工程を理解し易く、部品に対する熱ストレスについても学ぶことが出来ます。
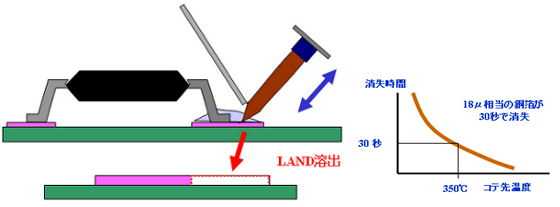
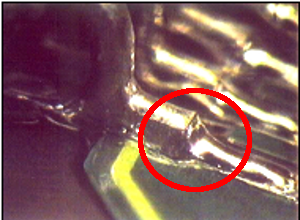
高温設定で電子部品の後付けや修理をする際に起こる不具合として「銅食われ」があります。基板表面のメッキ状態(銅箔、金フラッシュ、半田レベラー処理等)に合わせて熱量をコントロールしないと下図のようにランド表面の銅箔が溶出してしまいます。(温度設定に合わせて小手を当てる時間をコントロールする事が必要)
◆共晶半田と鉛フリー半田の特性
| 共晶半田 | 鉛フリー半田 | |
| 融点 | 183℃ | 217℃ |
| 鉛含有量 | 約40%含んでる | 使用していない |
| 濡れ性 | 濡れ広がり率が高い | 濡れ広がり率が低い |
| 半田外観 | 光沢がある | くすんで見える |
| 半田の収縮性 | 低いためフィレットが綺麗 | 高いためイモ半田になり易い |
| その他 | ・熱容量の小さい半田ゴテの使用が可能 ・濡れ広がり性がいいため作業が容易 ・ボイドが出にくい |
・熱容量が大きいため小手先の寿命が短い ・取扱いが面倒(半田ゴテの温度管理など) ・ボイドが発生しやすい |
2.共晶半田と鉛フリー半田の半田付け性の違い
(1)セルフアライメント効果
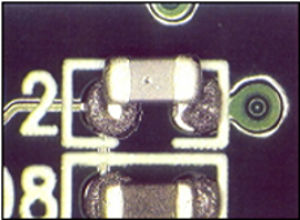
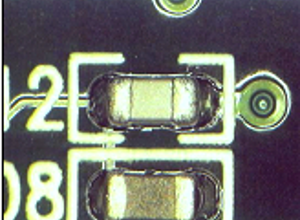
共晶と鉛フリーそれぞれのクリーム半田印刷後、意図的にチップ部品をずらしてリフロー後の装着状態を観察します。
| 共晶半田 | 鉛フロー半田 |
   |
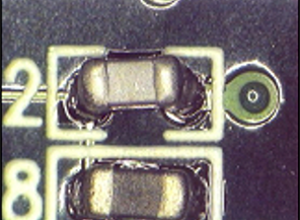 |
共晶半田は濡れ広がり率が良いためリフローソルダリング中に正規のパッド上に部品を引き寄せます。(セルフアライメント効果)それに対して鉛フリー半田は濡れ広がり率が低いためパッド中央への引き寄せが十分出来ません。
(2)リード部品のフィレット形成
| 共晶半田 | 鉛フロー半田 |
 |
 |
ICのリード先端部を比較すると共晶半田はリードトップまで半田が昇り綺麗に半田フィレットが形成されてますが、鉛フリー半田はリードトップまで半田が上がりきれておらず、共晶に比べて綺麗なフィレットを形成し難い事が分かります。
手半田工程、リフロー工程のいずれにしても使用する半田特性を考慮して作業をしなければなりません。理想としては共晶半田で十分作業を積んで理解し、鉛フリー半田を履修したほうが後々の不良解析時などに役立つと言えます。
![]()