プリント基板の不良修理技術について
(2014/1/21)
皆さんは性能的に不具合のあるプリント基板をどのように修理されているだろうか。
通常の作業としては不良個所や不良部品を見つけ手直し、もしくは部品交換などの対応となりますが、なぜ不良が発生したのかを考え、同様の不良が再発しないような対策を講じなければなりません。
まずは不具合が発覚した工程ごとに分けてみましょう。修理が必要と判断される過程を大まかに分けると・・・
- 実装工程後の外観検査装置にて不具合と判断された修理。
- プリント板の2次工程におけるICTチェッカー、能動治具によって不具合と判断された修理。
- 最終製品となり性能検査あるいは品質管理の商品検査で不具合とされた修理。
(ユーザーに渡ってしまった後に生じた不具合。お客様の使用方法のミスや製品初期不良、経年不良等)
一口に修理と言ってもそれぞれの状況に応じて対処方法が異なります。
正しいプリント基板の不良修理について次のように考えてみました。
1.実装工程の不具合
実装工程における不具合は外観上での判断のため、比較的容易に見つける事ができます。
ただし、「根本的な不具合発生要因は何か?」という掘り下げも同時に必要となります。過去の経験上、マウンタなどの工程による実装不良以外に大きな要因となっているのが、基板設計に起因する不良です。ランドパターンと使用部品とのミスマッチ、電極サイズとランドサイズとのミスマッチ、ランド間の距離やフィレット形状を考慮した設計になっていないなど、ランドサイズやピッチ、または熱の伝わり方を計算したパターン設計にしないと、半田付け不良の起こり易いプリント基板となってしまいます。
| 不良画像 | 発生原因 | 修理方法 |
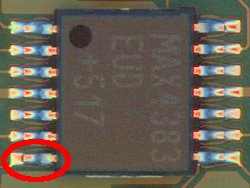 |
・印刷不具合による半田少 ・リード浮きによる濡れ不足 |
半田増し付け |
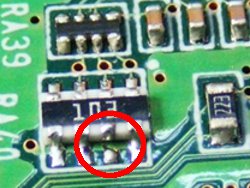 |
・印刷不具合による未半田 ・マウントミスによる実装ズレ ・半田溶融のタイミングずれにより部品が引っ張られる部品ズレ (パターン設計不具合) |
半田増し付け または部品付け直し |
2-1.2次工程の不具合
2次工程では主に手挿し部品などを装着後、電気的に能動試験や回路テストを行っている場合が多い。このため実機の回路構成や回路図が読めないと的確な修理は難しいといえます。
一般的にはICT(インサーキットテスタ)が使用されており部品有り無し、半田オープンショート、逆挿し、抵抗値、容量チェック(コンデンサ)等を見ているのですが、容量チェックに関しては正直、正確性は疑わざるを得ません。以前使用した経験から、どのメーカーのテスターも満足いくような計測はできず(ガーディングの設定も限界がある)性能的に差異なかったと記憶してます。さらにリード浮き等も正確には計測できません。
それ以外の機能として、基板に電源を供給し回路の論理動作や電圧測定、周波数測定などを検査するボードテスターなどもあります。

また、FCT(ファンクションテスター)と呼ばれる検査装置もあります。基板に電源を入れ外部接続端子より実際に近い信号を入力することにより、実際の動作に近い状態で機能検査をする装置です。
この検査装置は基板の動作仕様をもとに制御、計測機器を構成し必要な検査プログラムを作成します。実際に検出可能な不具合は基板回路の電気的動作不具合、搭載部品の実装違い、部品の欠品などが検出できます。また、プリプロや試作段階でセットとして組み上がった製品を使って動作環境を作る場合もあります。
いずれも動作不具合の発生したステップで回路構成上どの端子電圧に何V出ているのか、波形観測をして変調波の異常など色々な電気的特性をチェックできます。このポジションでの不具合解析においては入出力回路を追いかける方法や各回路上でのIN・OUTの出力電圧、あるいは波形での観測をします。その上で特定の部品であったり回路上の不具合であったりが判明することが出来ます。
又、半導体に関してはこの前段階でバウンダリスキャン等、高機能デバイスなどはディジタルチェックを行います。過去の経験上、携帯電話の交換機やテスタ等の基板は搭載部品点数が3000点を超えておりボードサイズもL版となるため、一旦不具合が発生すると部品の特定や検出が難しくなり、実装検査と合わせて各種検査装置を併用しパートパートできっちり検査することが重要となってきます。修理方法はテスタによる電圧チェックやオシロなどによる波形観測、ディジタルストレージオシロによる波形観測など修理方法も多岐にわたります。擬似的にサブ基板を使ってバイパス回路を構成したりして不具合特定に至る場合もあります。
2-2.能動治具による不具合とされた基板の修理
能動治具は機能検査と呼ばれ、各ステップごとに各部の電圧、電流、波形観測や出力インピーダンスなどの測定を行い、各ステップ毎に良否の判断をします。この時、対象ステップで不具合発生が起きた場合、そのステップでは何の機能を測定しているかの情報を取得し電気的な不具合から追いかけます。回路乗数の間違いであったり、部品破損であったり、未半田であったり、又その上位の出力インピーダンスが低かったり、増幅度が低かったり、多種多様な不具合に対処します。ここではきちんと回路図が読めることが必須となります。そのために回路技術習得のための学習会を社内できちんと教育して修理技術者を育てなければなりません。
以前勤務していた会社では新製品が出ると必ず機種対応の勉強会を設計者から製造技術者と修理技術者が教育をしてもらい回路講習会と銘打って受けていました。
3.完成品の不具合修理
一度は製造ラインを通過している製品なので性能や電源は問題なかったが、何らかの衝撃や品質管理の出荷検査で不具合を生じた可能性があり、各部の電源周りから性能検査を今一度、繰り返して不具合箇所を探ります。大抵の場合は振動によるものやケースの開け閉め、コネクタの不具合などが考えられる。商品検査時の品質管理者が不要な衝撃を与えたり確認時の復帰状態で作業忘れになる場合もある。ここも製造技術レベルの検査者レベルが必要となる。又、気を付けなければならないのが不具合セットは生産ラインの直行品なのか修理ステーションでの修理履歴があるセットなのかも重要なファクターである。よくあるのが修理技術レベルの低い修理者が逆に壊してしまい、その後、ろくに検査もしないで良品に混ぜてしまうケースであり、日系の海外工場ではよく目にする光景です。
また、お客様が過剰スペックで使用しオーバーワークさせることによるダメージもよくあるケースです。必要以上の電圧を加えたり、電流を流したりしてヒューズを壊したり電源ICを壊したりすることも見受けられます。この場合も回路構成並びに回路図を使い出力側から追っかけて行くのが常道です。この場合は勿論電源が入っての話ですが。。。。
以前経験したことで気の利いた女性が基本的なテスターの使い方をマスターしただけで無難に修理者として作業しているのを見たことがある。その作業方法は良品と不良品のセットを2台並べて徹底してポイントポイントで電圧比較だとか入出力のレベル比較を行っていた。たったそれだけの方法で大方の修理が出来ていたからすごいことであり、比較法というやり方もまた一理ありである。
最後に基板、製品修理は基本ブロックごとの入出力をきちんと押さえながら未半田、部品不良、部品間違いなどを細かく見ていくのが肝心である。
![]()