オムロン新検査装置「VT-Sシリーズ」の機能紹介 最適な検査
(2016/2/2)
検査機の不良見逃しを無くするために「表示されている全ての検査項目をONにする」。見逃しのリスクを最小限に抑えるための方法の一つかもしれません。
しかしながら「適切」というキーワードで考えた場合はどうでしょうか?
例えば、不良モード「縦ずれ」の場合で考えます。
|
A |
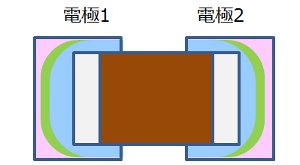 |
実装位置ずれなし、電気接合あり 電極1,2共に、ランド中央に |
| B | 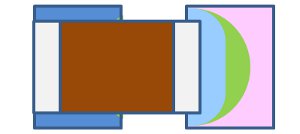 |
実装位置ずれ有り、電気的接合あり 電極1:ランド端と電極端が同じ位置 電極2:電極長の半分がランド上に存在 |
| C | 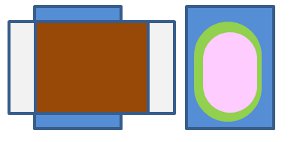 |
実装位置ずれ有り、電気的接合なし 電極1:ランド端から電極がはみだしている 電極2:ランドと電極が離れている |
どのような製品でも状態Aは良品と判断され、状態Cは不良と判断されます。状態Bは、製品特性・部品特性などにより、良品・不良品の判断が別れることがあると考えます。
対象部品の検査適性を考える場合、「状態Bは不良判定とするべきか?」。これには、品質判定基準を検査装置検査基準に置き換えて考えます。
接合の程度で並び替えると
- 状態B 電極2:ランドへの電極かかり量が電極長の半分
- 状態B 電極1:ランド端と電極端が同じ位置
- 状態C 電極1:ランド端から電極のはみだし
状態Bを検出するときには、部品寸法ばらつきを考慮しなければ、どちらか一方のランド検査で不良検出できます。
【まとめ】
事前に検査判定項目・規格を明確にすることで過不足ない検査プログラムの作成ができます。
- どんな状態を不良判定させるか?
- 不良特徴は部品姿勢・電極姿勢・はんだ形状のどこに現れるか?
![]()